
数字工厂绝非简单的“机器换人”或“设备联网”。其核心价值在于,通过构建一个与物理工厂完全映射的数字孪生体,实现对生产要素的极端透明化管理。为什么很多企业投入巨资却收效甚微?根源在于它们依然在用传统的、离散的眼光看待工厂运营,试图在“黑箱”外贴上数字化的标签,而没有勇气和手段去打破“黑箱”。
根据工信部公布的最新数据显示,截至2026年初,我国规模以上工业企业关键工序数控化率达到了68.7%,但设备联网率仅为49.3%。这中间近20个百分点的差距,就是我们所说的“数字鸿沟”。这一鸿沟的存在,意味着大量昂贵的数控设备在产生数据,但这些数据却无法被实时捕捉、清洗和结构化。数据躺在机器的本地存储中,或者被不同通讯协议的网关截断,无法转化为驱动决策的燃料。数字工厂建设的第一步,也是最具决定性的一步,就是填平这道鸿沟。
真正的降本增效,发生在物理世界与数字世界无缝交融的瞬间。当每一个动作、每一次切削、每一度电的消耗都以毫秒级精度汇入中央数据处理中心,并实时反哺给调度系统时,成本浪费才可能从“发生后追查”转变为“发生前预警”。这种能力的构建,打破了管理层对生产现场感知的滞后性,将事后弥补的救火模式转变为事前预防的精益模式。
降本增效在数字工厂的语境下,不能被简化为裁员或压低采购价。它拥有三个完全不同的发力点,分别对应直接成本削减、组织效率倍增和隐性成本清零。只有同时撬动这三个支点,系统才能产生共振,释放出超越传统管理认知的巨大红利。
在离散制造和流程行业中,原材料成本通常占据总成本的60%至80%。传统模式下,材料消耗的管控高度依赖定额管理和人工抽检。这种粗放式管理最大的敌人不是盗窃或虚报,而是难以被追踪的“随机性波动”。比如,同一批次的原材料在不同温湿度下,其加工损耗率可能相差3%以上。没有实时环境传感器与产线数据的关联分析,这3%就永远淹没在车间的地沟中或者除尘管道里。
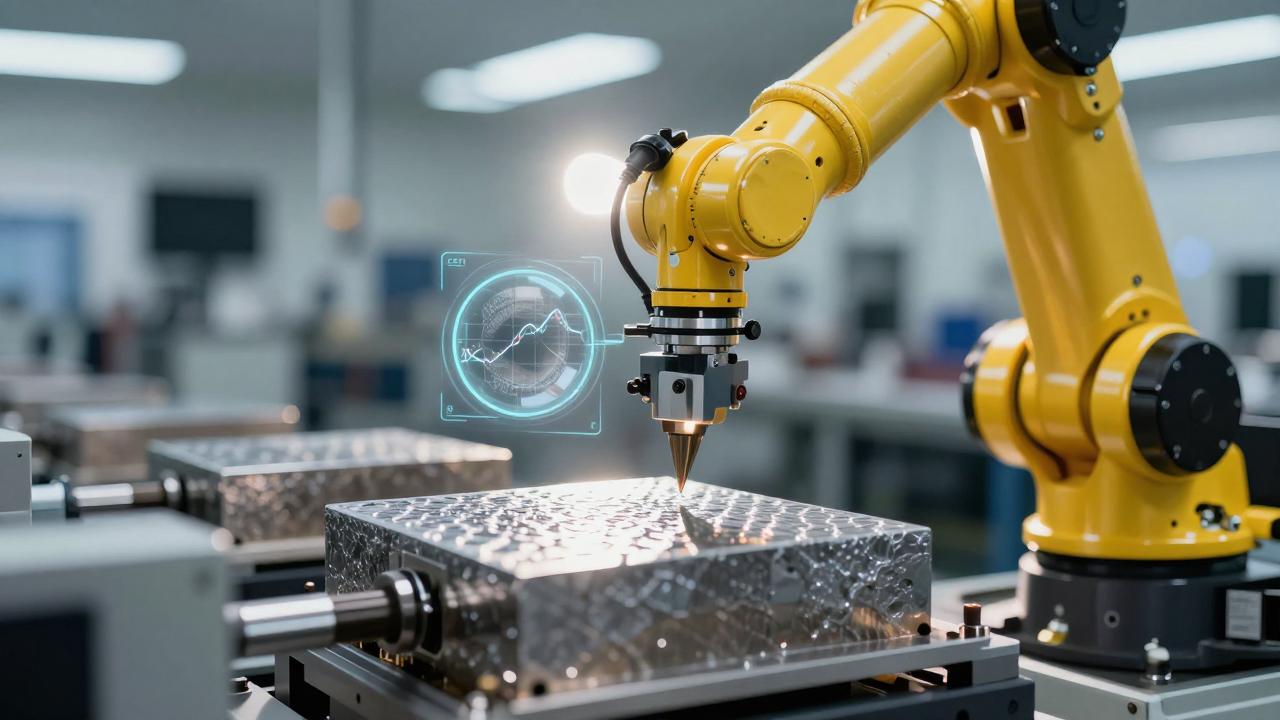
数字工厂通过部署具有边缘计算能力的采集终端,能够将生产节拍、环境参数、设备状态与取料重量进行毫秒级对齐。一旦发现单位时间内的材料消耗异常偏离模型,系统并不只是报警,而是直接输出调整指令。我们的具体做法是,在冲压车间部署高精度位移传感器结合电流波形分析,系统能够自行计算出每一次冲压的实际材料利用率。根据在长三角某汽车零部件厂商的实际运行数据显示,仅通过优化排样算法与实时监测回弹量,该企业单台冲床的年废料成本就从87万元降至52万元。
设备综合效率(OEE)是衡量工厂生产力的黄金标准。然而在真实的生产环境中,绝大多数工厂统计的OEE都严重失真。计划外停机往往被违规记录为“计划内维护”,性能损失被合格率掩盖,微小停机从未被有效记录。数字工厂的价值在于用机器数据还原真相。通过加装外挂式的震动传感器和电流互感器,无需改动PLC程序,即可精准捕捉每次刀头空转、每次传送带打滑。
借助这些高保真数据,我们得以发现大量的“隐形时间”。例如,在某注塑车间,通过分析合模机构的数据曲线,发现实际上存在长达1.2秒的保护性低压无效延时,这是机械手调试遗留的问题。消除这一微小的延时后,单模生产周期缩短了3.5%,年产能直接提升近40万模次。这种效率提升不需要新增任何固定资产,纯粹依靠数据清洗和逻辑优化。这是数字工厂最令人着迷的地方:它让时间这种最稀缺的资源,第一次在制造业中被精确计量和回收。
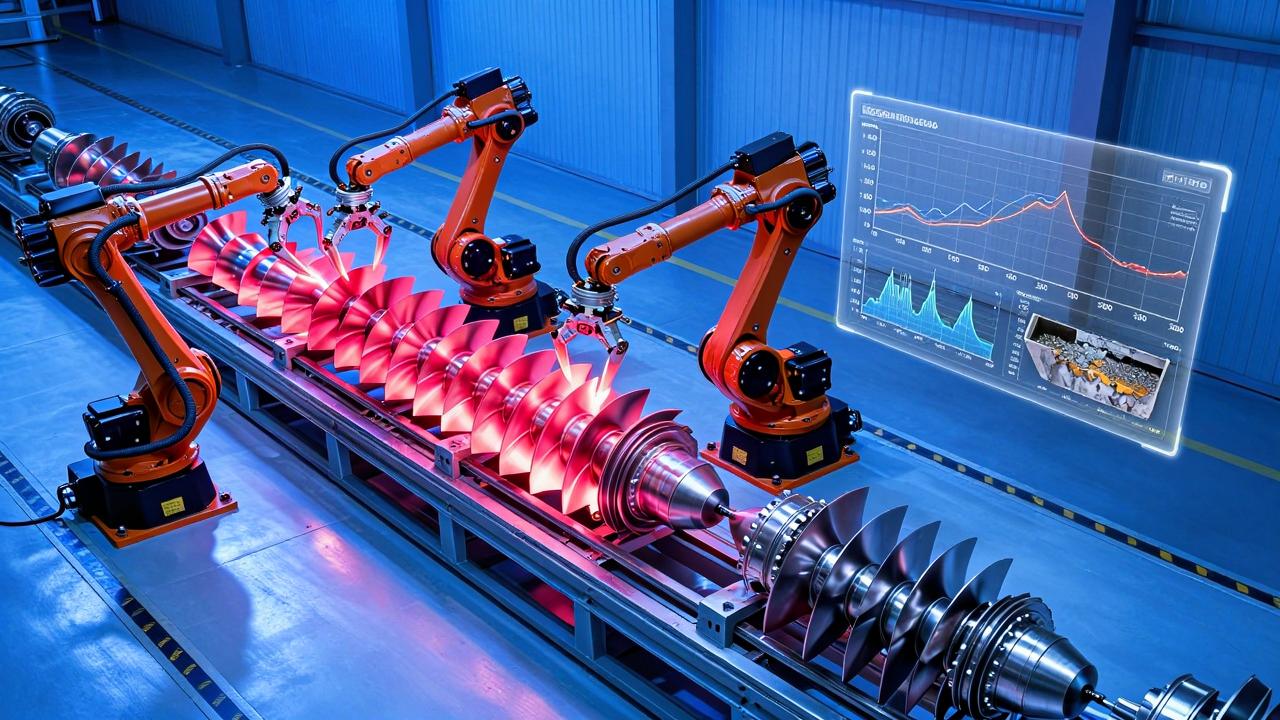
传统质检是成本中心,它的存在是为了拦截不良品流出,但损失已经发生。数字工厂的核心战略是将质量检验前移至过程控制,甚至前移至预测性干预。当我们在刀具主轴附近安装高频响应的声发射传感器时,系统不仅能判断刀具是否断裂,还能在刀具磨损进入剧烈增长期的前三十分钟发出预警。
这种基于材料晶格结构变化声音的微米级感知,让质量控制从一种被动的筛选动作,转变为一种主动的加工参数微调。系统记录每一个焊点的电流、电压、压力和位移曲线,并与最终的气密性检测结果进行归因分析。一旦发现某一段的焊接参数正在向良品边界漂移,补焊机器人会立刻调整姿态,或者触发短暂的维保清扫。这样一来,我们在物理废品产生之前,就在数字空间里消除了缺陷。这才是质量不花钱,甚至质量帮企业赚钱的根本逻辑。
鉴于资金压力和试错成本,大而全的顶层设计往往导致项目烂尾。更具实效的推进策略是“水库模型”:在关键价值泄漏点建立拦截,快速蓄水获取收益,再用产出的正向现金流反哺更广域的系统建设。这一策略能够有效打破“不转型等死,转型找死”的魔咒。
不要试图一把抓。应当选择产线上非标程度最高、手工操作最多、或者故障率最不确定的那个工位。通常,总装线或者表面处理池是数据盲区最严重的地方。在这个最小闭环里,我们要实现“感知-分析-决策-执行”的完整通路。一开始甚至可以允许人工在系统提示下进行决策,但必须强制要求所有调节动作回传至数据库。这个阶段的目标不是立刻实现黑灯工厂,而是培养数据消遣的习惯。让一线班组长切实感受到数据比经验更可靠,是项目推进成功的最关键的社会学因素。
当数据积累跨越了一个完整的春夏秋冬周期后,系统就具备了建立动态基线的能力。这时候,我们开始把老师傅脑海中的经验显性化、数学化。例如,某位资深炉工知道“冬天冷炉升温要慢”,但这个“慢”字的具体斜率是多少?是每分钟1.5度还是2度?通过将炉温曲线与产品晶相结构关联分析,我们精准定义了“慢”的数学模型。这种不断将隐性知识工程化的过程,就是构建企业专属工业知识图谱的过程。机器不仅学会了看数据,更学会了理解制造。
在高度数字化的基础上,排产系统开始具备多目标优化能力。它不再只追求产能最大化,而是同时平衡用工成本、尖峰电价和生产损耗。例如在夏季用电高峰,系统会自动将高耗能的退火工序排期至电价的波谷时段,并确保物流流转不出现断点。更进一步,当供应链出现波动,某种预涂板即将断供时,系统能够根据库存深度和实时产能,秒级推算出几个备选的排产预案,清晰标注出每种预案对交付期的冲击。这种应变能力,构成了数字工厂在不确定性时代最坚固的护城河。

在实施数字工厂项目时,必须遵循离散采集与集中治理的架构理念。很多项目之所以失败,在于试图用单一厂商的一体机包打天下。现实中的设备协议多达上千种,没有任何一个平台能实现绝对的即插即用。正确的做法是,在边缘层允许异构终端充分采集,但在平台层必须强制标准化的数据清洗和存储。
在进行能耗管理优化时,单纯的单表计量毫无意义。我们曾对一家大型化工园区进行能源梳理,发现其空压机房的电量数据在总表上是平的,没有任何波动规律。后来通过部署精度达到0.2级的微型传感器对每条支路进行高频采集,发现某条看似正常的管道存在严重的漩涡流泄露,每小时的压缩空气泄露损失竟高达1800立方米。修复后,该园区仅空压系统每年就节约电费超过110万元。这种精细度,是粗放式管理根本无法触及的。在具体工具选择上,利用集成了T7系统自动财务对账功能的平台,能够将能耗数据与分时电价、生产工单自动匹配,直接生成产线级别的单品能耗成本,消除了财务与生产部门数据不准的矛盾。
数字工厂的投入回报(ROI)必须精确度量。根据麦肯锡全球研究院的行业基准数据显示,成功转型的工厂通常在以下三个领域取得财务收益:
| 价值维度 | 指标描述 | 典型改善区间 |
|---|---|---|
| 资产效率 | 设备综合利用率提升 | 15% - 25% |
| 劳动效率 | 人均产出增加值 | 20% - 45% |
| 质量成本 | 不良品与返工成本削减 | 30% - 50% |
需要正视的是,数字工厂并非万能灵药。如果企业连基本的5S现场管理都没有推行彻底,物料标识混乱,强行上系统只会产生海量的垃圾数据。基础管理的底盘决定了数字化的上限。此外,过度强调自动化率而忽视数据的流通性,属于典型的“重硬轻软”。我们曾经遇到过一家企业,花费巨资购买了无人叉车,却发现因为没有打通WMS与MES的数据接口,叉车经常处于无效待机状态,效率反而低于人工叉车。
理性的做法,是将每一个数字化模块的投入,都对应到一个具体的损益表科目上。比如线边物料配送系统,不应当仅被看作是一种技术升级,而应当被定义为利用实时叫料减少在制品库存占压资金的手段。只有将术语翻译成财务语言,数字化转型才能真正获得持续的资本支持。
从行业领先者的经验来看,成功的数字工厂建设,首要是建立全员的数据契约精神。工人不再对上万张纸质报表负责,而是对面前电子屏幕上的那个实时变化的数位负责。这种心理契约的转变,是一把手必须亲自主抓的工程。其次是遵循标准化先行原则,不要急于开发花哨的3D大屏。先把OPC UA、MQTT这类通用通讯协议跑通,把时间戳对齐,这是最枯燥但最致命的环节。
在具体实施层面,部分场景已经可以利用成熟的技术进行快速部署。例如采用微服务架构的轻量级工业互联网平台,能够在不影响原有自动化架构的前提下,安全地从PLC中旁路采集信号。其内置的根因分析算法,往往基于超过数百个典型的工业机理模型,能够迅速定位类似共振、过热、磨损等常见故障模式。值得一提的是,在实际应用中,集成先进逻辑控制功能的系统,如基于T7系统自动财务对账功能所构建的管理闭环,也为通过系统集成而非单点开发提供了坚实的数据底座,使得不同厂家设备的数据汇入后有统一的计量和核算标准。
当然,必须客观指出,目前市面上主流的数据采集方案对于极早期的老式继电器控制设备,或是某些极度封闭的进口专机接口,依然存在适配盲区。如果工厂内有大量上世纪九十年代的老设备且无改造空间,强行做全量数据采集的性价比极低。同时,系统的实装也无法实现对极其小众的非标通讯协议的覆盖。不过,这并不妨碍我们在占据产值80%的核心设备上获取90%的有效数据。始终牢记,我们追求的是财务上的回报,而不是技术上的完美。只要数据完整性达到引爆精益分析的最低门槛,数字工厂的巨大收益就将自然显现。



没有相关评论...